ȫ���������ߣ�13931805166
�绰(TEL)��0318-5930928
����(FAX)��0318-5930928
��ַ��www.zhihuamjj.com
E-mail:254070598@qq.com
��˾��ַ����ˮ��������Ф��ͷ����
��ѯ�绰��0318-5930928���ֻ���13931805166��

ȫ���������ߣ�13931805166
�绰(TEL)��0318-5930928
����(FAX)��0318-5930928
��ַ��www.zhihuamjj.com
E-mail:254070598@qq.com
��˾��ַ����ˮ��������Ф��ͷ����
һ�����ñ�
����GB/T13667.3-92 ���ұ���DA/T6.92��ҵ��
����GB699 ����̼�ؽṹ�ּ�������
����GB710 ����̼�ؽṹ�ֱ��ְ弼������
����GB711 ����̼�ؽṹ��������ְ弼������
����GB1720 ��Ĥ�������ⶨ��
����GB1804 ��������� δע����ߴ�ļ���ƫ��
����GB4357 ̼�ص��ɸ�˿
����GB8162 �ṹ�����
����GB9439 ��������
����ZB G51035 C04-2 ��ɫ�������
����ZB G51043 A04-9 ��ɫ������ɴ���
����ZB G51095 H06-19 ���졢п�ƻ���������
����HG 2239 H06-2 ���졢п�ơ����ڻ���������
�����ṹҪ��
1��װ���Ͻṹ��
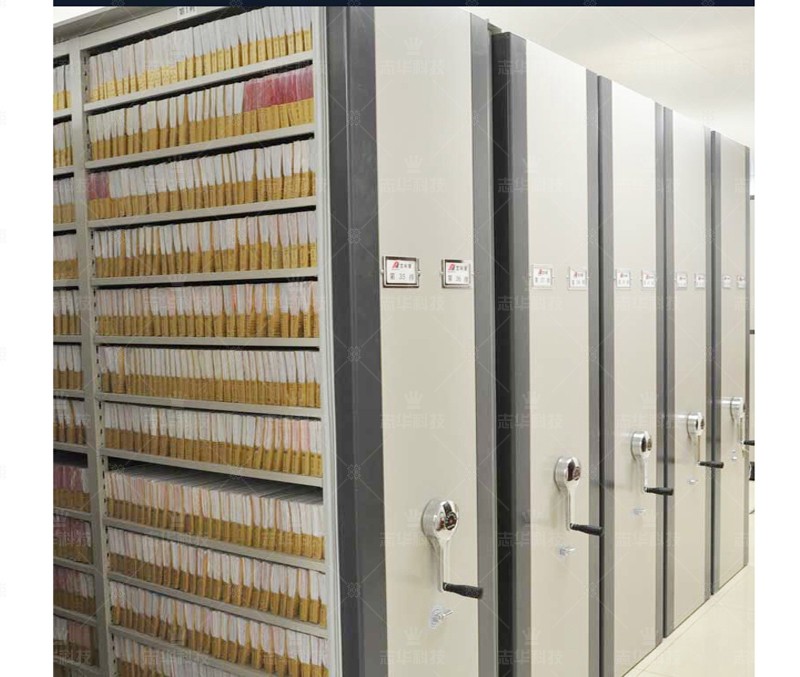
2���ֶ����綯�ܼ��ܾ�Ϊװ�����ʽ�ṹ���ֶ��ܼ�������һ���ֶ����нṹ;�綯�ܼ������е綯���ֶ��������л�����������Ҫ����������塢�Ұ塢����塢���̵��㲿����϶��ɣ���塢�Ұ�Ӧ���������Ĵ�ֱ��������߶ȣ������ϹҰ���Ϊ50mm��
����3�����涨����������װ��������������װ�õȣ�
����4������ɲ���������˨���䶤��װ��ͻ���ر����������ƽ������ʽ����
����5�����÷��������������ܷ�װ�õȡ�
�������칤��
����1��ÿ������װ�������ߴ磨���������ߣ��ļ���ƫ��Ϊ��2mm��
����2��ÿ������װ�������������ĶԷ촦�ļ�϶С��2mm��
����3�������װ����ƽ�жȵ�ƫ�����1mm/m��ȫ��������2mm��ͬһ�����ϵ�ƽ�жȵ�ƫ�����1mm/m��ȫ��������2mm��
����4��ÿ���������ƽ�ж�ƫ��ΪС��2mm������ԽӴ��ߵͲ����0.3mm��
����5���ɶ���ɵĵ���װ����ֱ�߶Ȳ�����0.5mm/m��ȫ��������2mm��
����6�������δע����ߴ�ļ���ƫ�GB1804��IT13-14��
�ġ�����ӹ�
����1�������ӽ�������ӹ����ĥë�̡����ѷ졢���˺ۣ�
����2�����к��Ӽ��������ι̣����۹⻬��ƽ����
����3����һ�����֮��IJ�Ʒ�㲿���ܱ��ֻ����ԡ�
�塢����Ҫ��
�����ܼ�����Ҫ���ϲ����ο�һ��������
�������� ���Ϲ�� ���ϱ� �� �� �� ע
�� �� 20mm��20mm 45#ʵ�ķ��� �ϸ��峧 ���澲������,��ĩͿ��ѡ�ð����ա�ŵ����������Ϳ�ϣ�����ǰ���ϸ�ȥ�ͳ����������(��ͬ)
�� �� ��3.0mm ST-12������ �� �� ���̲������庸�ӣ������㣬�����Σ���������
�� �� ��1.5mm ST-12������ �� �� �����ʵ����̡������ӱ����װ�淶�������ͼ�����ɵ�������������
�� �� �� 1.0mm
�� �� �� 0.9mm
�� �� ��1.0mm
�� �� ��1.0mm ST-12������ �� �� �Ű�ƽ������尼��ʽ��ӱ�������ǹ����ܡ�ISO9001��֤��Ʒ
�� ��
������ ��1.0mm ST-12������ �� �� ÿ�еĽӴ�����л��弰�ܷ�װ�ã��������õķ��𡢷�������������������
�����
������ ��20mm 45#ʵ�����ʸ� �ϸ��峧
�����ϸ��峧 ����������Ͼ��ȸߣ���λ�ɿ������������ҡ���ᣬ����ƽ�ȣ����ܴﵽ���ұ�
�� �� ����3R-2 GB1244-84
�� �� Z390504��UCF205 B��204 ��������г�
���ܹ������� Bϵ��08B-2 GB1135-89 ���������� �������۴��ָкã�����ҡ������һ�о���������������ƶ�
���� ���� ���� �������۽��̼�����˾ ISO9001��֤��Ʒ
���洦�� ���� ���� �Ϻ������ �����ա�ŵ�����������й�������ҵISO9001��֤��Ʒ
��ĩͿ�� ������֬ FRE-9100E �����ա�ŵ����������
�ܷ��� ���� ���� �㽭������ƽ �塢�ܷ�����
�����黯���ͼ���������֬��������⣬п����Ĥ�������ۻ�������ĩ��Ϳ��
����55oC-65oC��ˮ��֬����ˮ��ϴ�����⡪��ˮ��ϴ���к͡�����-35oC-45oC��������ˮ��ϴ��-55oC-65oC�ȶۻ��������ǹ���ۡ�180oC�̻����ɡ�
��������װ��
����1������������ת����ƽ�ȡ��ֵ綯֮�������л���û��ʧ������
����2������������
������ ҡ�֣����ÿ��۵�ʽҡ�֡�
������ �����45#�֣��ӹ�����3.2�����ȴ�������HB220~290��
������ ���֣�����45#�֣�����GB1244-84��3R���ͣ���������ѹ�ӹ����ͣ��ػ�ȥ��Ӧ�����ӹ��������ݡ�����ۡ�ȥë�ݡ��ݲ�����Ƶ���HRC60-62��
������ �������B����
������ ����������12.7�ھ�����������㽭������������˾������GB1135-89��Ȱ�����1/2�������Ƴɡ�
������ ���֣�����HT15-33�����������ӹ����͡�
������ ���������45#�֣������ⷽ�֡�
������ ���ӹܣ�������ֹ�
�ߡ���������Ҫ��
����1����嵥���������85kg��˫�������170kg������Ӷ�Ϊ3mm��24hж�غ�û�����Ƽ����ñ��Ρ�
����2�����ڣ�����˫���壩��ȫ���أ�ÿ�鵥�����������40kg��������£����塢����û�����Ա��Σ����岻������㵹����
����3��ȫ���ص�����£������ܼ������ֶ��������������磬û����������ÿ�����ֶ�ҡ����С��12N��
����4������ȫ���غ�1/20��������X��Y�����������ˮƽ�����������÷���100�κ�ȡ����������������������б�������ܸߵ�2%��֧�ܡ�����û�����Եı��Ρ�
�ˡ�������Ϳ����Ҫ��
����1�����͡�ȥ������գ�
������ ������������ۡ���������㣬����ѧ�������֬��û����֬������Һ
�������������汻ˮ��ȫ��ʪ��
������ ��ϴ��Ĺ�����û��Ŀ�ӿɼ����������ߵȸ�ʴ���������ɫ��������ȡ�
����2�����������գ�
������ ��������Ҫ���ý��շ����С�
������ ��������п�Ƶ����������Ϊ��Ҫ�ɷ���Һ��������Һ�����ơ������������չ��Ҫ����С�
������ ����Ĺ�������������ˮ������ϴ����߹����������ϴ������ͬʱ�����ȵ�������Һ����մ�����
������ ����������ˮϴ���ú�ɻ�������������ܡ�
������ ����������Ĺ���������ʱ�����һ�㲻����24Сʱ��
����3����Ĥ��ۣ�
������ ��������ɫΪ��ɫ��Ĥ��ᾧ���ܣ������;��ȡ�
������ Ĥ����һ�����Ϊ5���ס�
������ ��������飬���ü�����Һ���۲��Һ������ɫ��Ϊ����ɫ��ɫ�����ڹ涨ʱ���ڲ���ɫ����Ʒ���ת�����ܹ���
����4���������ܼ������գ�
������ �ܷ۾���Ƶ����ѹ�����豸��Ϳ�̻���Ĥ���̻��¶ȿ�����180�棬ʱ�������10~15���ӷ�Χ�ڡ�
������ ��ɫҪ��ɫ��һ�£�������ȹ⻬�����ˡ�
������ �������
����A����ȣ�45��50�� �����Բ����
����B����������2�� ��GB-1720-79
����C���������45-50kg/cm ��GB-1732-79
����D������85% ��GB-1734-79
����E����ۣ�û���������ۡ��պۡ����ݡ�
�š��������
����1���ܼ��ܸ��������ϼ�����⻬��ƽ����û�м�ǡ���
����2����ɫҪ���洦���������ܹ��գ�ɫ��һ�£�������ȹ⻬�����ˡ�
�ֻ���13931805166
��ַ����ˮ��������Ф��ͷ����
���棺0318-5930928
��ַ��www.zhihuamjj.com
 |
 |
| �Ź�ͨ | �����ֻ���վ |
![]()